 中文
中文 英文
英文


 在线客服
在线客服 ISO 3651-2:1998不锈钢耐晶间腐蚀的测定 第2部分:铁素体、奥氏体和铁素体奥氏体(二重)不锈钢 在含硫酸介质中的腐蚀试验
3敏化处理
3.1敏化热处理
有必要对稳定钢和低碳钢(C≤0.03%) 进行敏化热处理。
敏化热处理可以是:
1:水冷却后在700C土10C加热试样30分钟
1:水冷却后在650°C土10°C加热试样10分钟
以.上处理仅适用于奥氏体和双相钢。
敏化热处理的类型应在产品标准或订单中定义。如果没有指定,热处理T1适用。
3.2 敏化焊接
焊接式样的敏化在协议双方是可在3.1中选择的。焊后未经固溶退火的试样应在焊态测试。
不应进行额外的敏化热处理。
敏化焊接适用于IS03651这部分涵盖的所有不锈钢。
4腐蚀试验
4.1原理
按4.2和4.3规定准备的试样,根据方法A,B或C浸入溶液中一段指定时间。然后试样进
行弯曲试验。弯后检查试样凸面是为了显示出由晶间腐蚀引起的任何裂纹。
对于60mm小直径管(管的直径应与装溶液的瓶孔径相配),做压扁试验而不是弯曲试验。
4.2试样
4.2.1尺寸大小
试样总表面面积应有15到35cm²。至于厚度大于6mm的片材,试样最大厚度为6mm,保
留一个轧制面。
从产品标准中定义的产品中选取试样,如有争议,一个平的试样应使用下列尺寸。这些试样
应使用于弯曲试验:
厚度2到6mm之间.
宽度至少10mm
长度至少50mm
4.2.2焊接试样
对于平面产品,长约100mm和宽约50mm的两件焊接在-起并按图1切。.
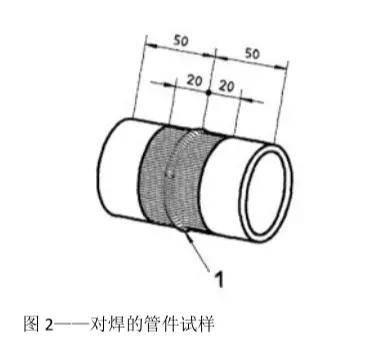
对于有环形焊缝的管件,试样按图2切割
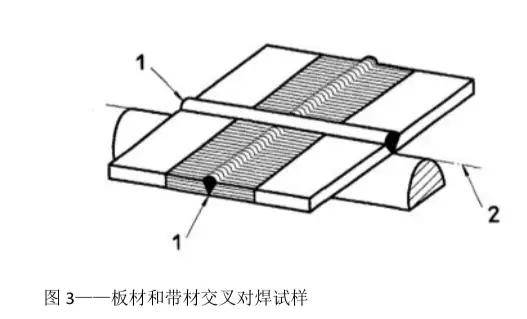
当四块焊接在-起形成--个交叉焊缝,第-条焊缝应在试样的纵向方向如图3所示。
如果材料厚度> 6毫米的试样应从一-边加工到6 mm。弯后保留面应形成凸边。
对于焊接管的外径超过60毫米,试样长度至少50毫米和宽度至少20毫米,如图4制备。
对于60毫米外径的焊接管,试样应是管的一一个完整截面,做压扁试验。


6.1 A 法:16%硫酸/硫酸铜测试( 施特劳斯测试)
A法:
奥氏体钢,铬超过16%和钼3%;
铁素体钢,Cr 16- 20%和Mo 0-1%;
双相钢,Cr超过16%和Mo3%
B法:
奥氏体钢,铬超过20%和钼2-4%
双相钢,Cr超过20%和Mo超过2%
C法:
.奥氏体钢,铬超过17%和钼超过3% .
奥氏体钢,铬超过25%和钼超过2%
铁素体钢,Cr超过25%和Mo超过2%
双相钢,Cr超过20%和Mo大于或等于3%

不锈钢耐晶间腐蚀实验室——容大检测
不锈钢耐晶间腐蚀实验室——容大检测